
For pharmaceutical manufacturers, keeping production lines moving while maintaining total compliance is a constant balancing act. With global regulatory bodies cracking down on counterfeit medications, track-and-trace capabilities have shifted from an industry best practice to a legal necessity.
In fact, the stakes have never been higher. Investigations by regulatory bodies like the US FDA have resulted in billions of dollars in fines, forfeits, and legal penalties for non-compliance.
To navigate this landscape, manufacturers must look beyond the physical packaging line and master the digital records that drive modern serialization.
Why Serialization is a Win for Manufacturers (Beyond Compliance)
While regulations often feel like a hurdle, implementing a robust serialization system delivers powerful operational advantages directly to the factory floor:
Ironclad Brand Protection: Criminal networks frequently exploit high-demand medications by introducing counterfeit copies under genuine brand names. Serialization acts as a digital shield, allowing distributors and pharmacies to instantly verify authenticity and protect your brand reputation.
Precision Recalls: When a quality issue is detected, executing a massive, blind product recall is incredibly costly. Serialization allows manufacturers to track problematic batches with pinpoint accuracy—from raw ingredients in the factory to individual pharmacy shelves globally—minimizing waste and logistics chaos.
Granular Supply Chain Visibility: Pharmaceutical logistics are notoriously complex. Unique serial numbers give operations teams a clear, real-time map of exactly where materials and finished products are located at any given point.
Demand Forecasting & Inventory Control: Tracking how fast serialized batches are scanned and consumed in the market provides real-time market insights. This helps manufacturers optimize production schedules and procure raw materials efficiently for the next run.
Navigating Global Regulations: DSCSA vs. FMD
Operating in an international market means matching your manufacturing software and packaging lines to varying regional laws:
The United States (FDA & DSCSA)
The Drug Supply Chain Security Act (DSCSA) mandates complete electronic traceability from the manufacturer down to the dispenser. Crucially, any digital system holding or transferring this serialization data must comply with 21 CFR Part 11. This means your manufacturing software must utilize validated electronic signatures, secure access controls, and immutable audit trails that can confidently withstand an inspection.
The European Union (FMD)
Under the Falsified Medicines Directive (FMD), every prescription package requires a unique randomized identifier alongside an Anti-Tampering Device (ATD). Manufacturers must ensure seamless, real-time data integration with both the central EU Hub and national repositories to prevent shipping delays or false alarms at the pharmacy counter.
Global Interoperability (WHO & ICH)
To bridge the gaps between national laws, the World Health Organization (WHO) and the International Council for Harmonisation (ICH) establish technical frameworks. These guidelines focus on standardizing barcode symbols, data structures, and system architectures so tracking data remains readable as products cross international borders.
From Ink to Infrastructure: The Mechanics of Serialization
Serialization isn't just about printing a barcode; it requires a flawless synchronization between physical hardware and digital records.
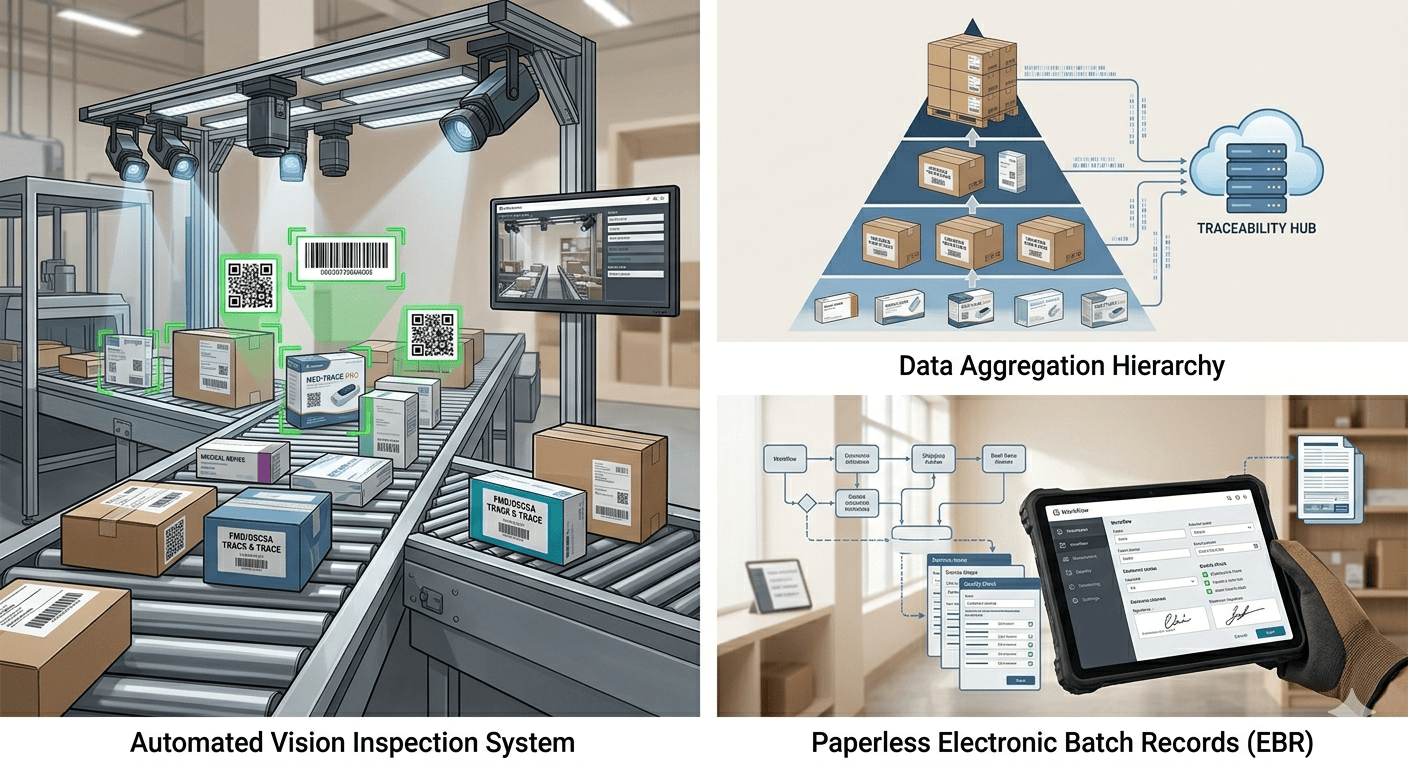
Coding: High-speed industrial printers apply a 2D Data Matrix code to the individual saleable unit containing the product identifier (GTIN), randomized serial number, lot number, and expiration date.
Aggregation: As units are packed into bundles, cartons, and pallets, a data hierarchy is built. The system links individual unit codes to the master pallet code, allowing a logistics partner to trace an entire shipment by scanning a single barcode.
Verification: Advanced vision cameras and scanners inspect every printed mark in real-time. If a code is unreadable or data doesn't match the electronic batch record, it is automatically rejected to avoid inventory errors.
Embracing Digital Batch Records and GxP Automation
Managing billions of randomized data points manually is impossible. Forward-thinking manufacturers are moving away from paper logs and legacy siloed databases toward unified Electronic Batch Records (EBR) and digital logbooks.
By integrating serialization directly into a digital Manufacturing Execution System (MES) or a validated, GxP-compliant software platform, companies can automate verification, eliminate human entry errors, and maintain a pristine audit trail. A digitized shop floor ensures that your physical product and its digital identity move completely in lockstep—safeguarding patients and future-proofing your business.